Additional use of the welding laser
There are four common laser welding processes.




Deep penetration welding
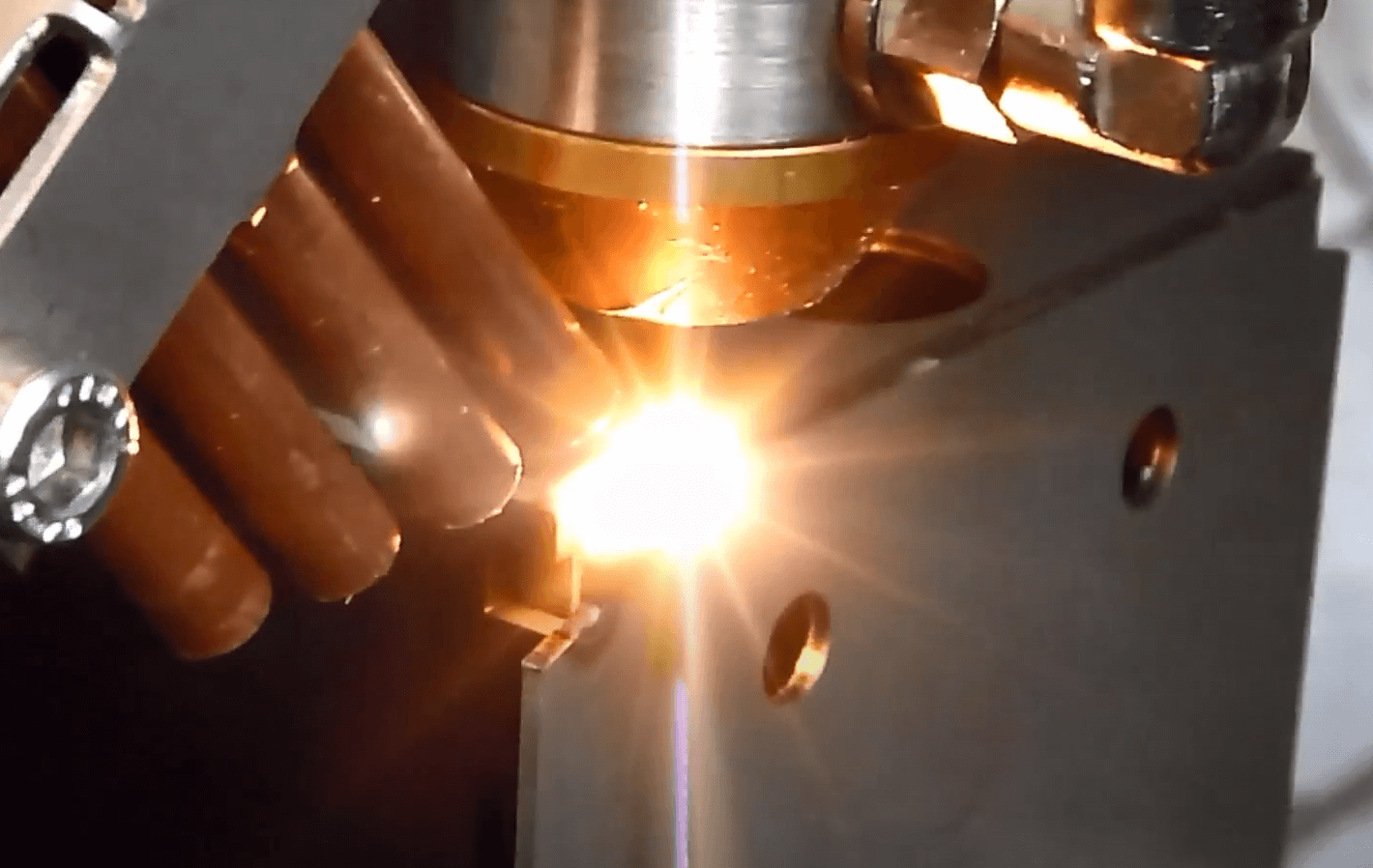
Deep penetration welding requires extremely high energy to create a laser weld. The focused laser beam melts and evaporates the material. The vapor pressure displaces the molten metal and creates a deep and narrow “keyhole”. As the laser beam moves, the molten metal flows around the keyhole and solidifies along its path.

Hybrid welding
Hybrid welding combines laser welding with other welding processes, usually metal inert gas welding.
Spot welding
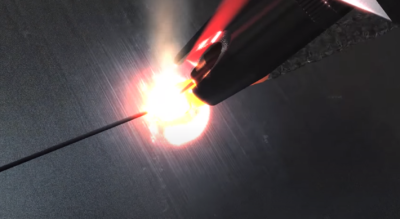
Laser spot welding is a non-contact process in which a single welding spot is created with a laser to join metals. When the laser is focused, light is absorbed by the material and melts the metal. The liquefied metal flows, solidifies and forms a small spot weld. This whole process takes place in milliseconds and can be repeated depending on the thickness of the material and the required strength of the joint.

Conduction welding
Conductive welding allows the laser beam to move after the melt is formed. This method can use modulated or pulsed lasers to create a weld seam that can be structurally hermetic. Weld penetration depths are usually less than 2 mm.
Welding lasers
