Volba výkonu fiber laseru pro řezání plechu: technické souvislosti mezi 6 kW, 12 kW a 20 kW
Laserové řezání plechu je založeno na působení vysoce koncentrovaného laserového paprsku, který v ohnisku vytváří dostatečnou hustotu energie k lokálnímu natavení, odpaření nebo ablaci materiálu. Tavenina je následně odstraněna pomocným plynem proudícím souose s paprskem.
Výkon fiber laseru v tomto procesu neurčuje pouze to, zda je materiál možné proříznout, ale především jakou rychlostí, s jakou stabilitou a při jakých energetických a provozních nákladech lze řezání dlouhodobě provozovat.
Tento článek shrnuje technické dopady volby výkonu fiber laseru a jejich vztah k materiálu, tloušťce plechu a reálnému způsobu výroby.

Vliv výkonu laseru na řezný proces
Z hlediska fyziky procesu má výkon laseru přímý vliv na množství energie, které je v daném čase dodáno do místa řezu. Vyšší výkon umožňuje buď řezat větší tloušťky materiálu, nebo zvyšovat řeznou rychlost při zachování kvality hrany.
Při příliš nízkém výkonu dochází k nestabilnímu natavení, neúplnému oddělení materiálu a nutnosti výrazně snižovat rychlost řezu. Naopak příliš vysoký výkon u tenkých plechů často nepřináší odpovídající nárůst produktivity, protože řezná rychlost je v těchto případech limitována jinými faktory – například dynamikou os, manipulací s materiálem nebo následnými operacemi.
Z technického hlediska je proto klíčové volit výkon, který odpovídá hlavnímu pracovnímu pásmu výroby, nikoliv pouze maximální tloušťce uvedené v katalogu.
6 kW fiber laser: optimalizace pro tenké a střední plechy
Fiber lasery o výkonu přibližně 6 kW jsou vhodné především pro zpracování tenkých a středních tlouštěk plechu, typicky v rozsahu do 5–8 mm u uhlíkové oceli a nerezu. V tomto pásmu umožňují vysoké řezné rychlosti při relativně nízké spotřebě energie.
Při řezání silnějších materiálů je 6 kW schopen proces zvládnout, avšak často za cenu snížení rychlosti, vyšších nároků na nastavení plynu a menší procesní rezervy. Z tohoto důvodu není tato výkonová třída ideální pro dlouhodobou sériovou výrobu silnějších plechů.
Z provozního hlediska představuje 6 kW řešení s velmi dobrým poměrem mezi investicí, energetickou náročností a dosažitelným výkonem, zejména tam, kde laser nahrazuje starší technologie nebo kde většina zakázek spadá do nižších tlouštěk.
12 kW fiber laser: vyvážený kompromis mezi výkonem a efektivitou
Výkonová třída kolem 12 kW pokrývá široké spektrum aplikací, typicky od tenkých plechů až po tloušťky přibližně 15 mm u uhlíkové a nerezové oceli. Právě v tomto rozsahu se výkon laseru výrazně promítá do zvýšení řezné rychlosti a stability procesu.
Oproti 6 kW umožňuje 12 kW řezat středně silné materiály bez nutnosti pracovat na hraně technologických možností. To se pozitivně projevuje nejen na kvalitě hrany, ale také na opakovatelnosti výroby a snížení technologických prostojů.
Z hlediska dlouhodobého provozu je 12 kW často považováno za optimální výkon pro vícesměnné provozy, kde laser tvoří klíčovou část výrobního toku a kde je požadována kombinace rychlosti, flexibility a provozní stability.
20 kW fiber laser: aplikace pro silné plechy a vysokou výrobní zátěž
Fiber lasery s výkonem 20 kW a více jsou určeny především pro zpracování silných plechů, typicky nad 15–20 mm, a pro provozy s vysokou mírou kontinuální výroby.
V této výkonové kategorii umožňuje vyšší hustota energie nejen řezání větších tlouštěk, ale také výrazné zkrácení řezných časů u materiálů, které jsou pro nižší výkony technologicky náročné. To má přímý vliv na celkovou propustnost výroby.
Současně je však nutné počítat s vyššími nároky na elektrickou infrastrukturu, chlazení, stabilitu napájení a bezpečnostní opatření. Pokud není takový výkon dlouhodobě vytížen, zvyšují se provozní náklady bez odpovídajícího přínosu.
Vztah mezi výkonem, materiálem a tloušťkou řezu
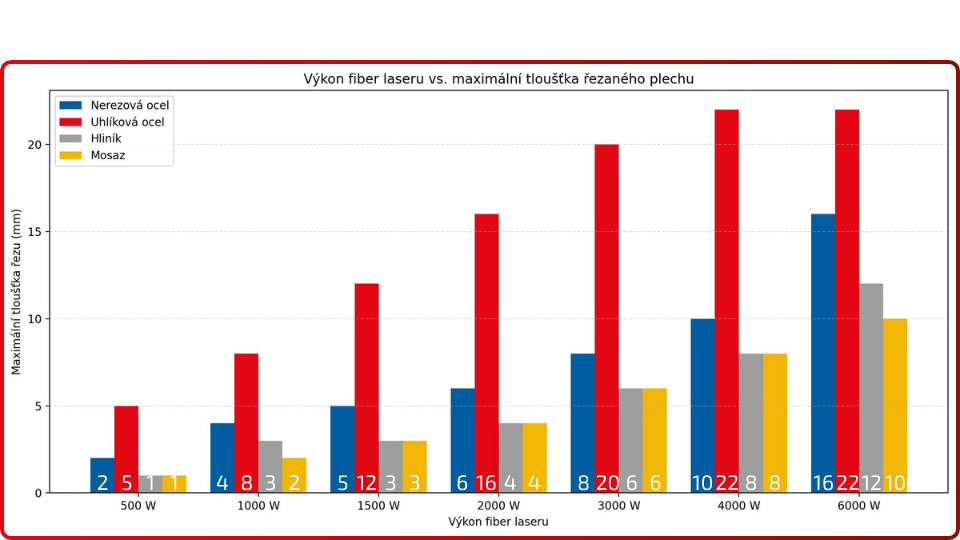
Materiálové vlastnosti mají zásadní vliv na požadovaný výkon. Uhlíková ocel je obecně nejsnáze řezatelná, zatímco nerezová ocel vyžaduje vyšší výkon a přesnější nastavení kvůli vyšší tvrdosti a odrazivosti. Hliník a jeho slitiny kladou vysoké nároky na výkon kvůli vysoké tepelné vodivosti, která odvádí energii z místa řezu.
Jak přistupovat k volbě výkonu v praxi
Při volbě výkonu fiber laseru je technicky správné vycházet z tlouštěk a materiálů, které tvoří převážnou část denní výroby. Obecně se doporučuje, aby zvolený výkon pokrýval přibližně 90 % běžných zakázek s dostatečnou procesní rezervou.
Volba výrazně vyššího výkonu, než jaký odpovídá skutečnému vytížení, často vede ke zvýšení investičních i provozních nákladů bez odpovídajícího zvýšení celkové efektivity výroby.
Konzultace výkonu fiber laseru
Správná volba výkonu vychází z kombinace materiálů, tlouštěk, požadované rychlosti a výrobní intenzity. Na základě těchto parametrů lze objektivně určit, zda je vhodnější 6 kW, 12 kW nebo 20 kW řešení.
