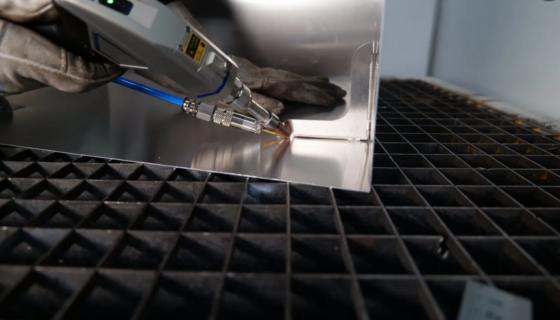
Svařování ruční laserovou svářečkou THEO MA 1
Co je laserové svařování? Laserové svařování je moderní technologie spojující materiály pomocí vysoce koncentrovaného laserového paprsku. Tento proces zajišťuje vysokou přesnost, minimální deformaci materiálu a výbornou kvalitu svaru.
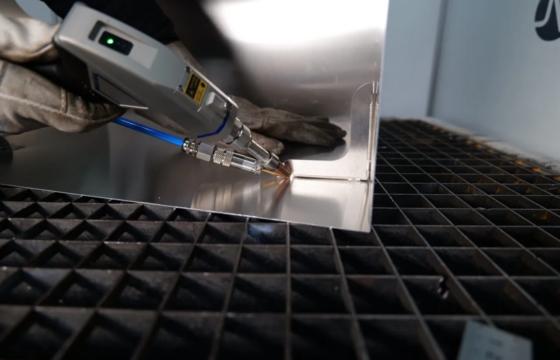
Nastavení svářečky THEO MA1
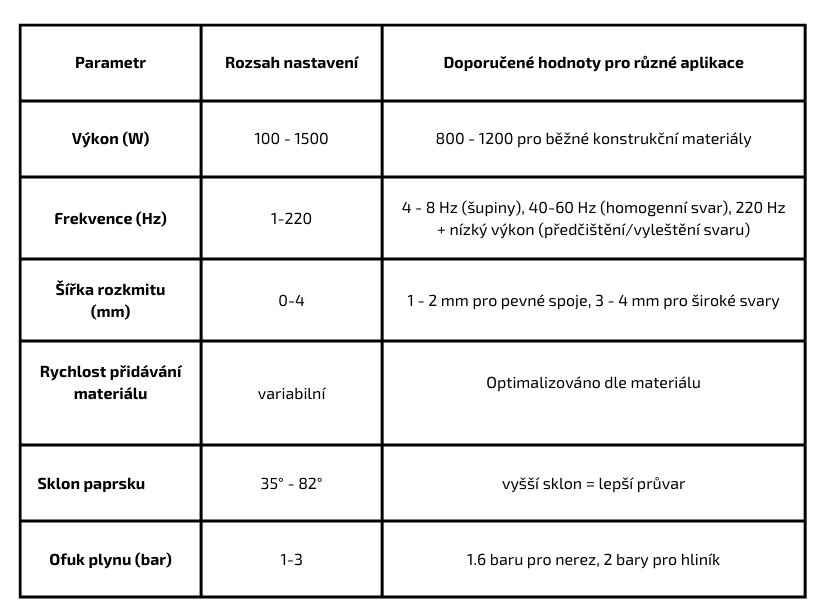
Svařování pomocí THEO MA1 vyžaduje správné nastavení parametrů pro dosažení optimálních výsledků. Hlavní parametry, které se nastavují, jsou:
- Výkon – určuje hloubku průvaru a pevnost svaru.
- Rozkmit a frekvence rozkmitu – ovlivňují šířku a strukturu svaru.
- Sklon paprsku vůči materiálu – ovlivňuje průvar a kvalitu svaru.
- Rychlost přidávání materiálu – ovlivňuje rychlost plnění lázně a celkovou tepelně ovlivněnou zónu.
- Ofuk plynem – zajišťuje ochranu svaru proti oxidaci a ovlivňuje výslednou kvalitu spoje.
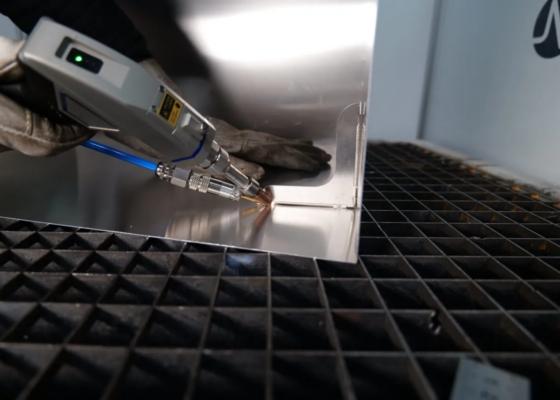
Aplikace svářeček THEO MA1-65, THEO MA1-45, THEO MA1-35
Díky své flexibilitě a vysoké přesnosti jsou THEO MA1 využívány především v následujících oblastech:
- Zámečnictví: Precizní spojování ocelových konstrukcí a kovových rámů s minimálním tepelným ovlivněním.
- Kovovýroba: Efektivní výroba různých kovových komponentů s vysokou pevností svaru.
- Strojírenství: Svařování přesných strojních dílů a konstrukčních prvků s optimální kontrolou kvality.
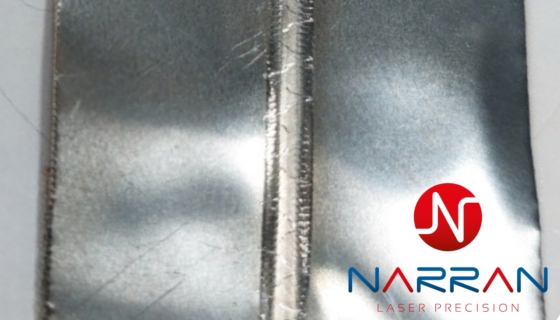
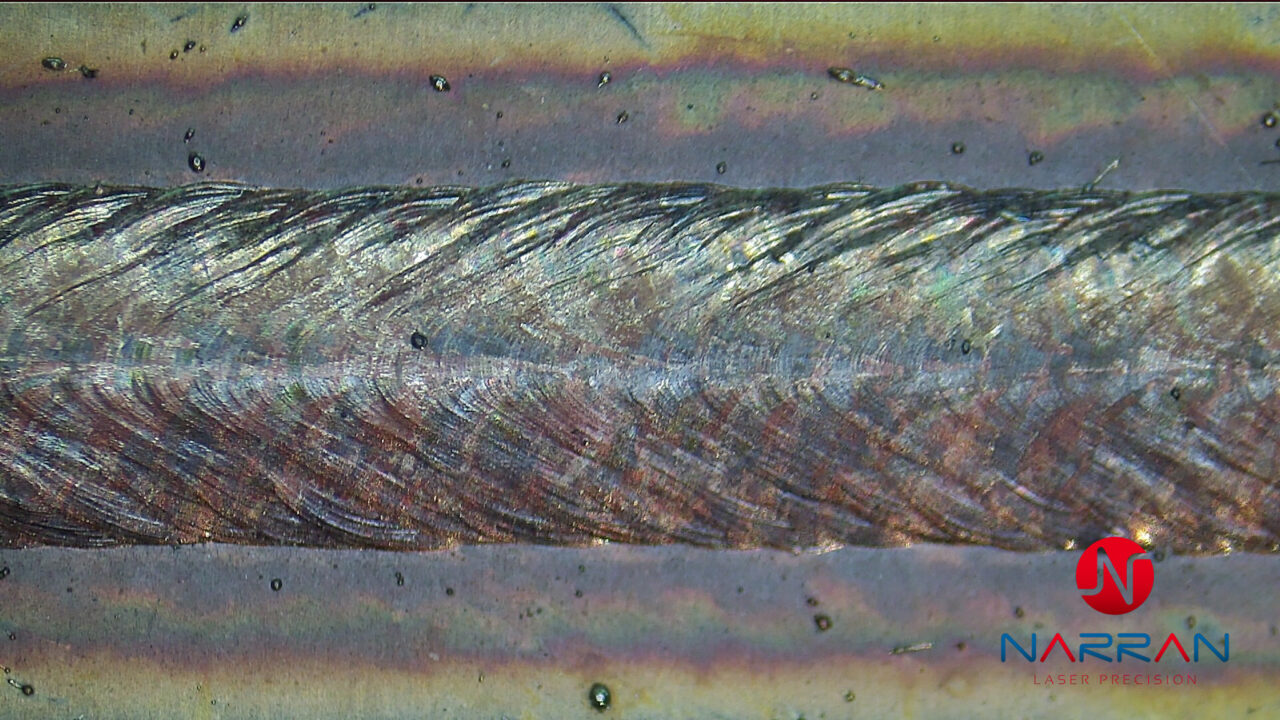
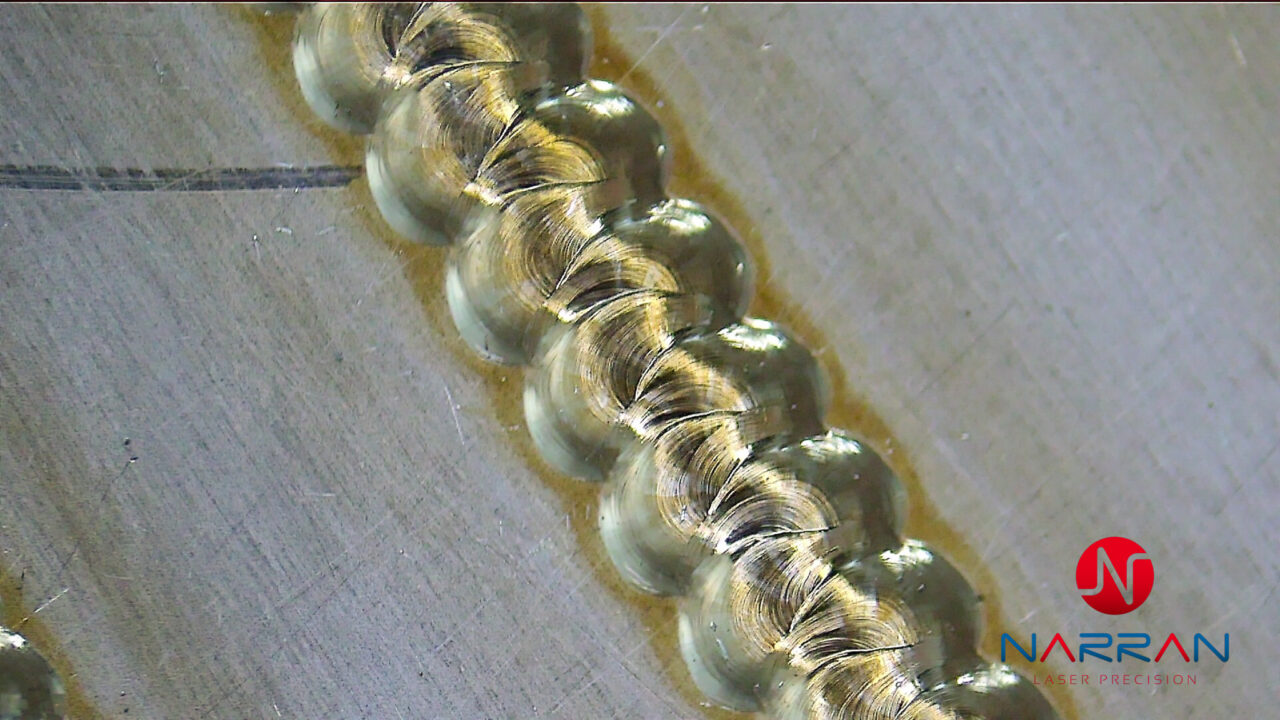
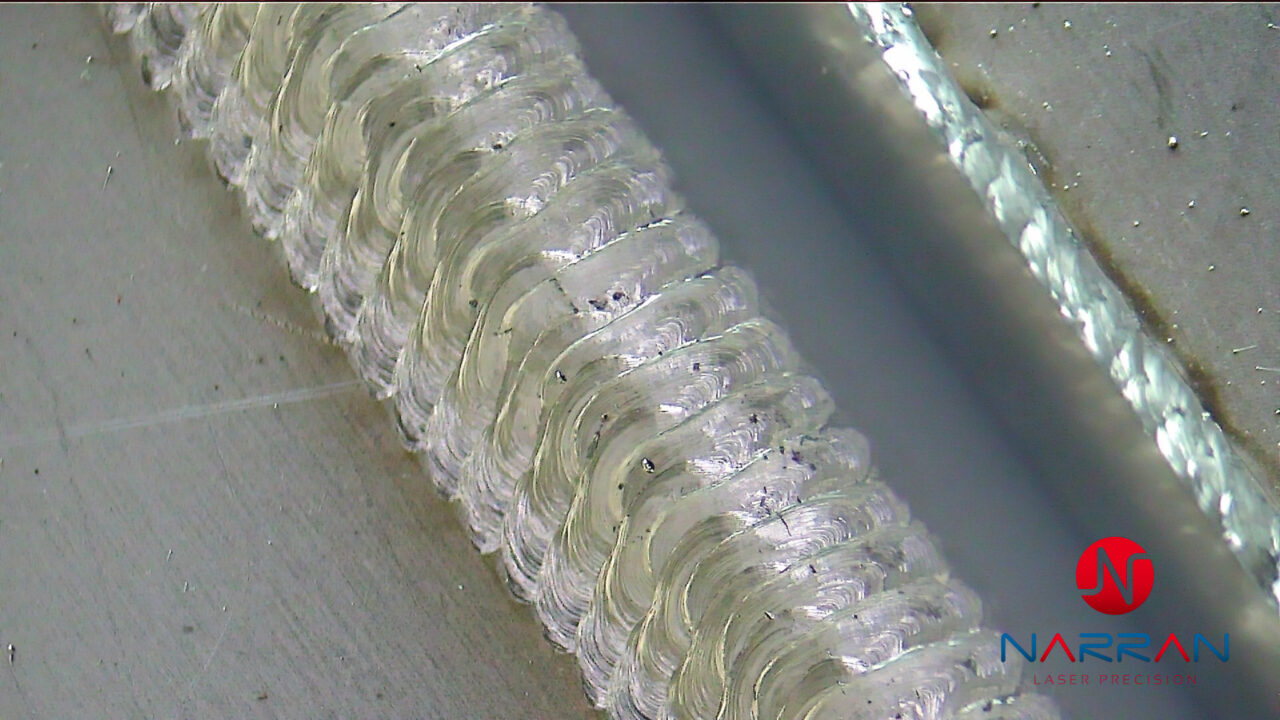
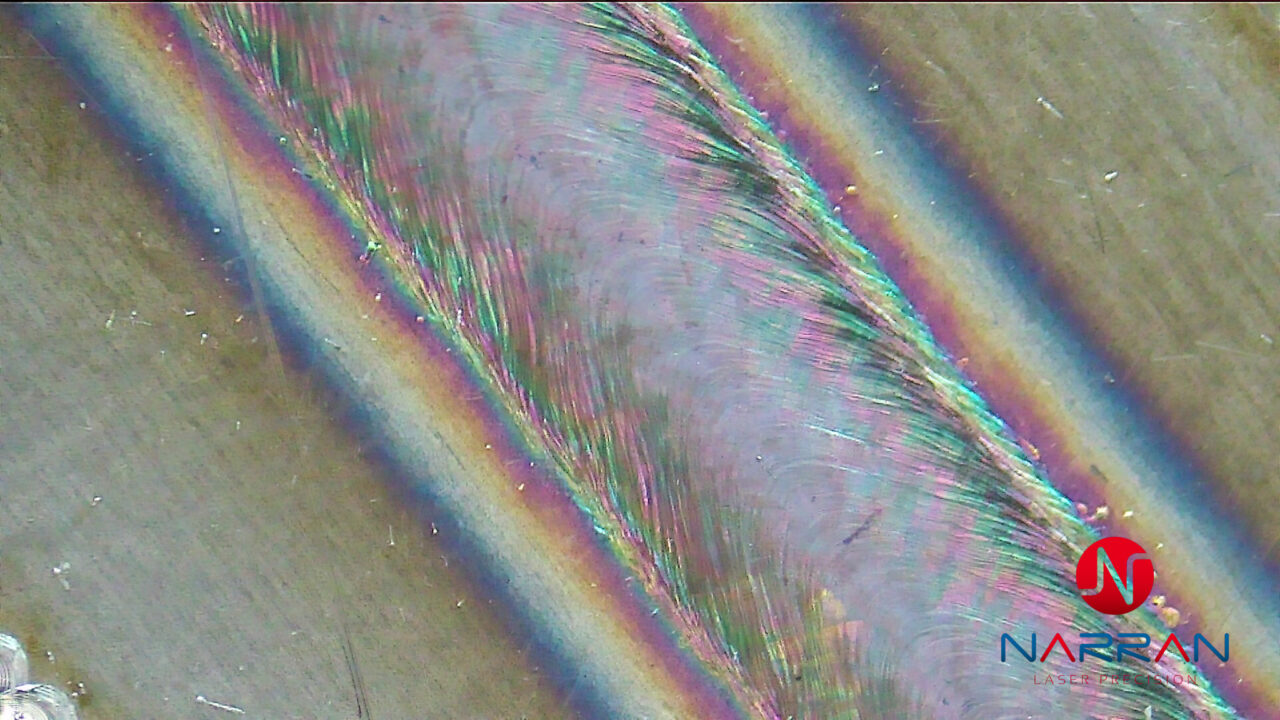
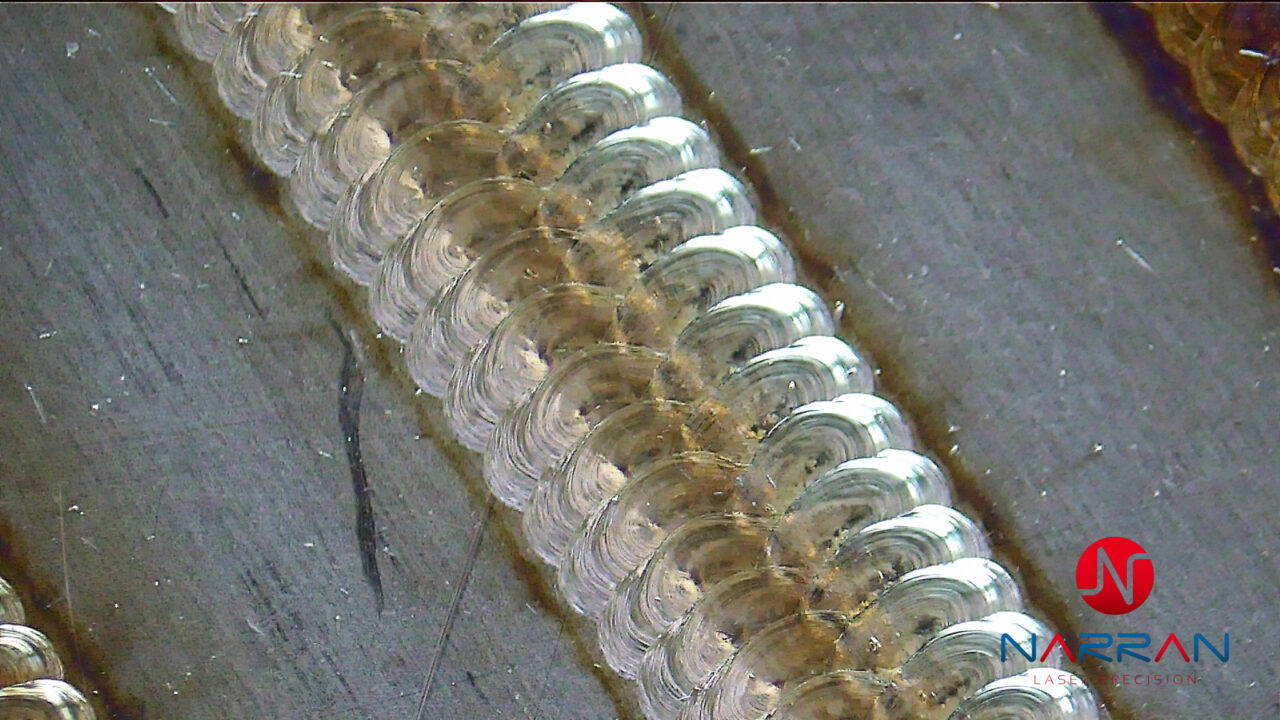
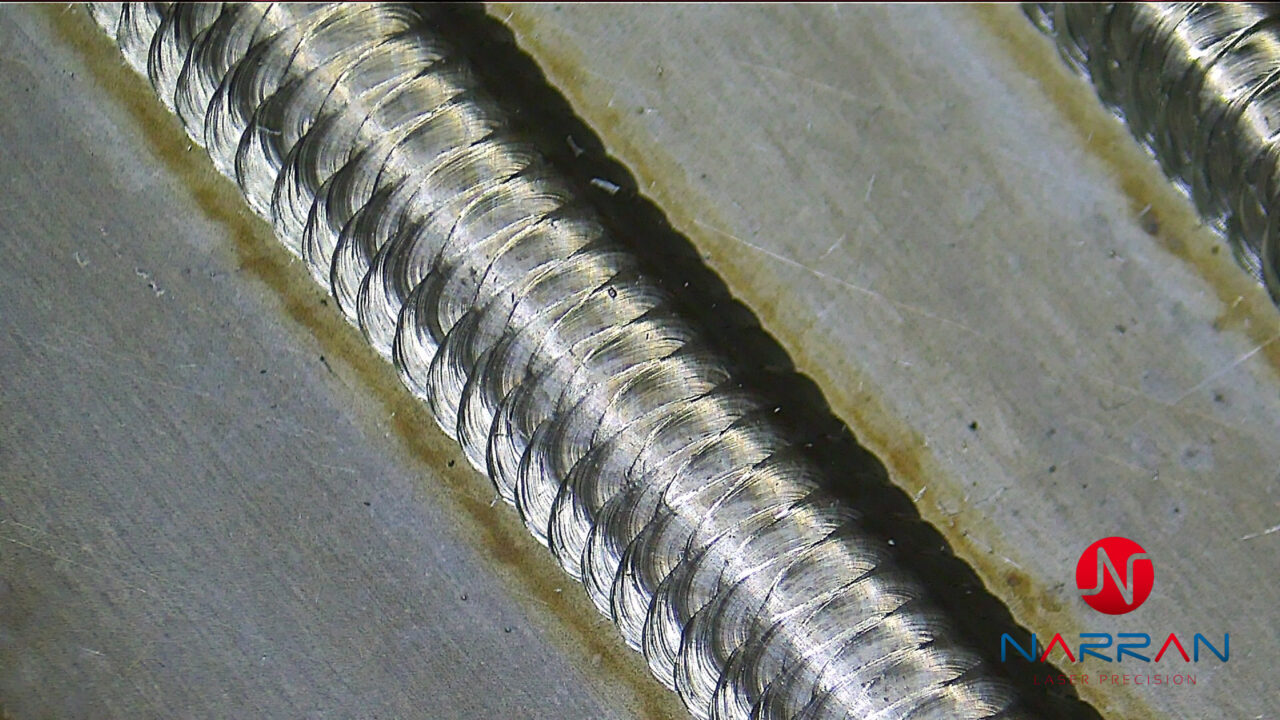
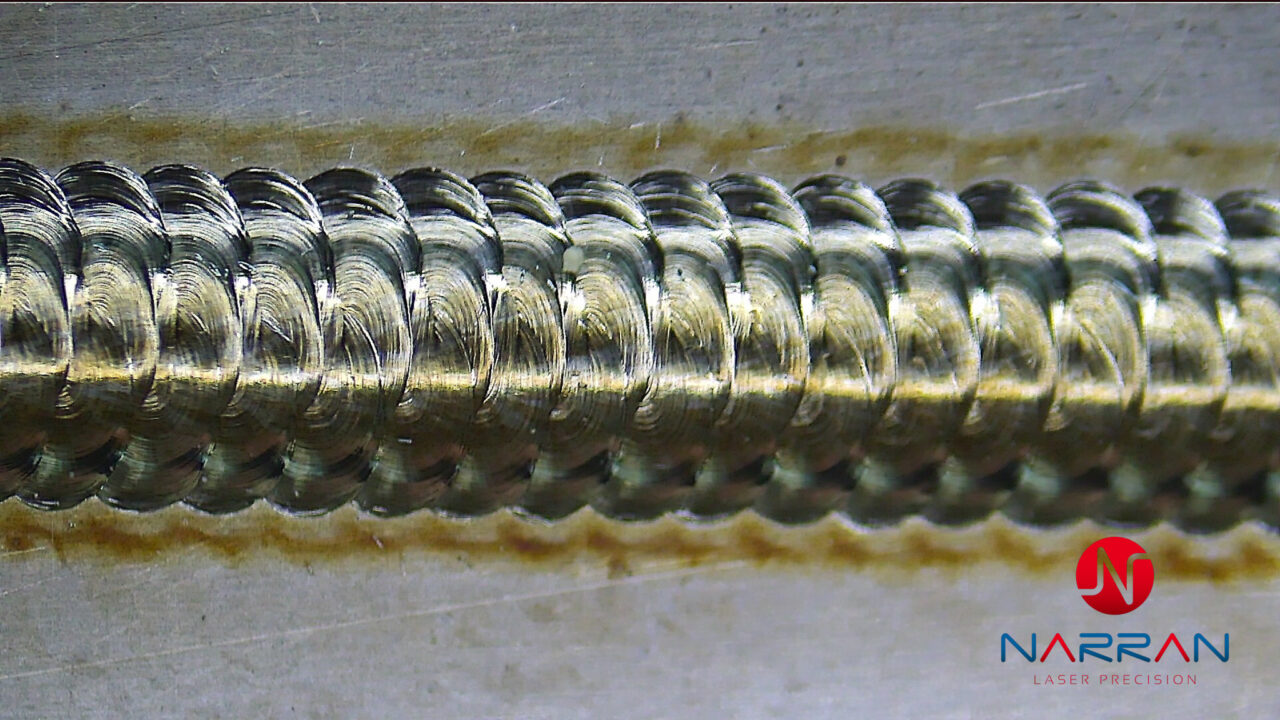
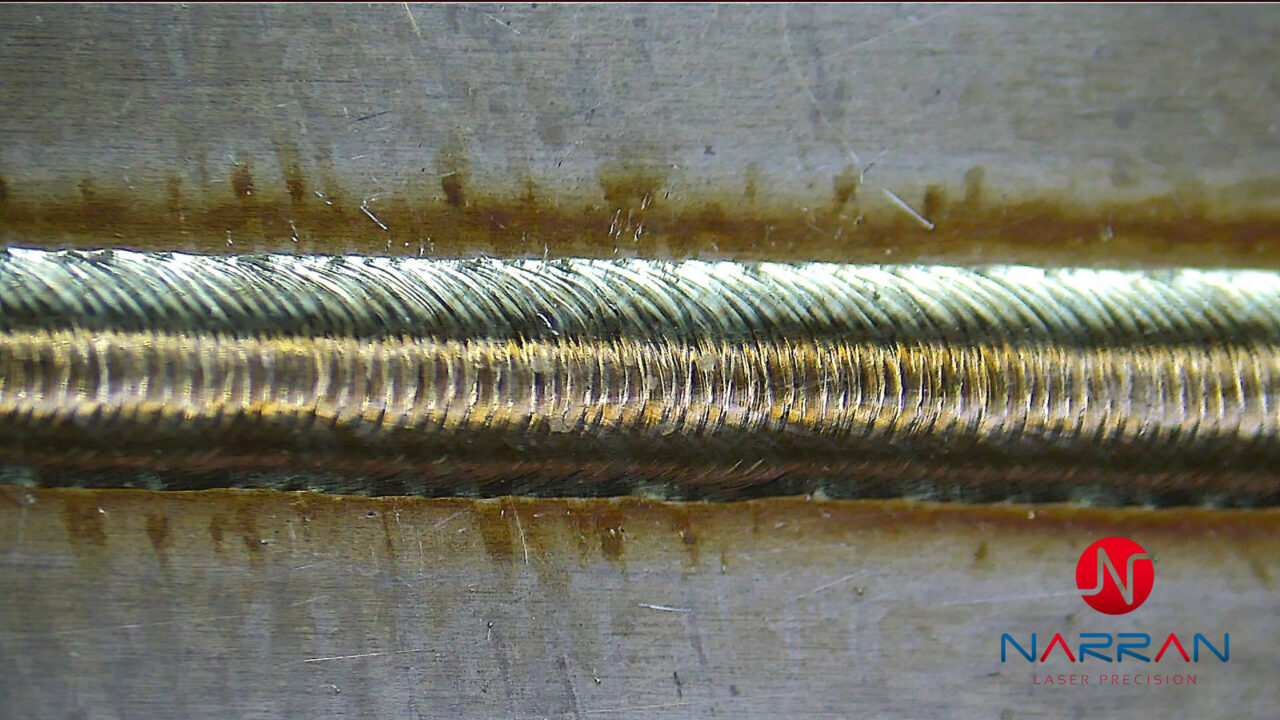
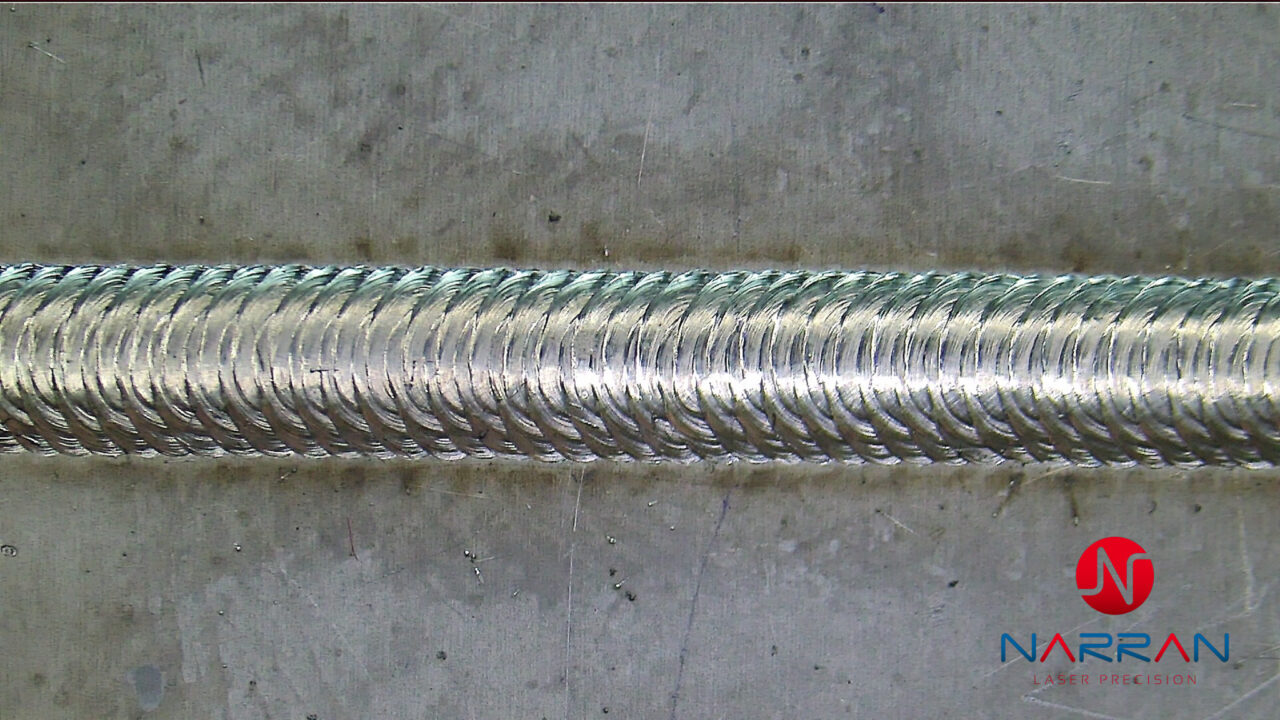
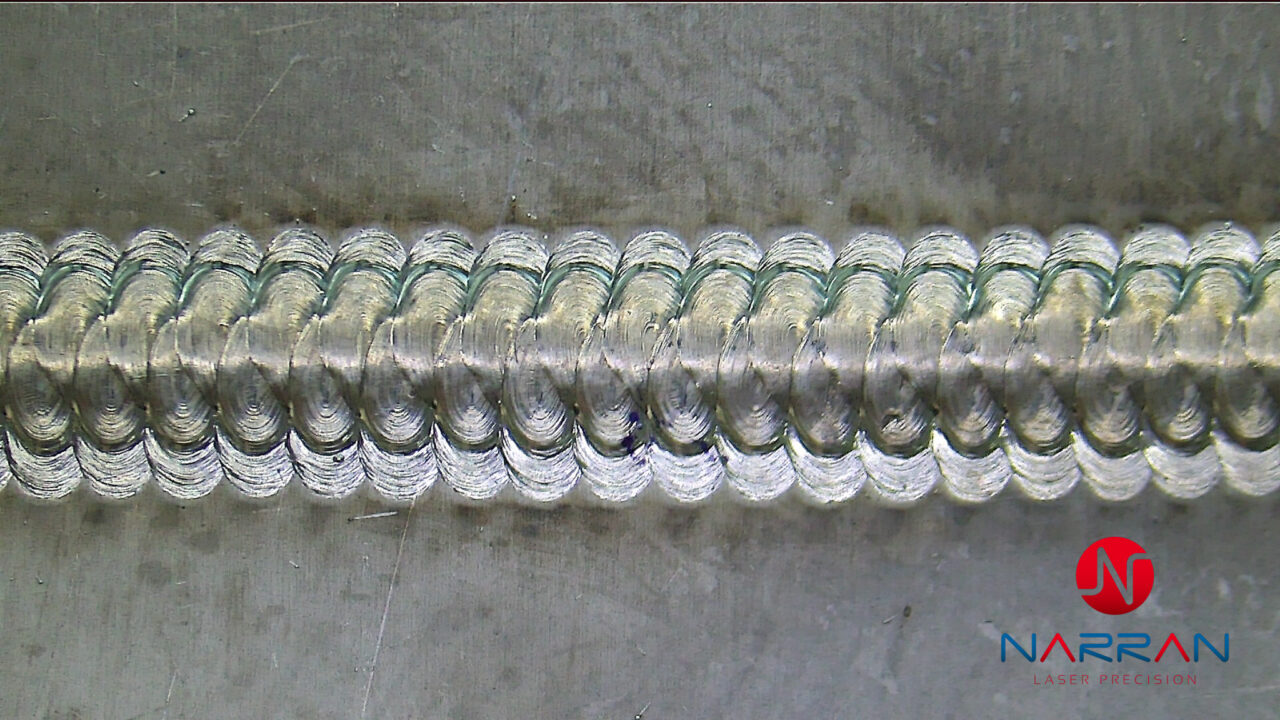
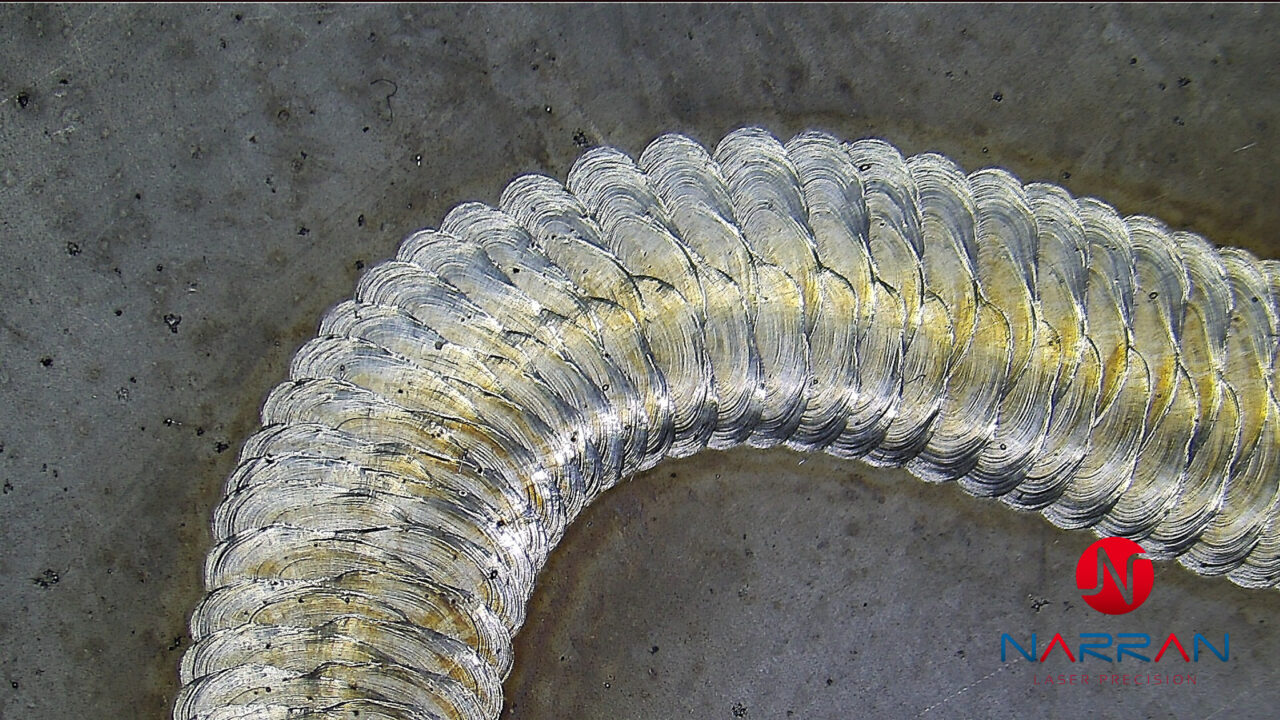
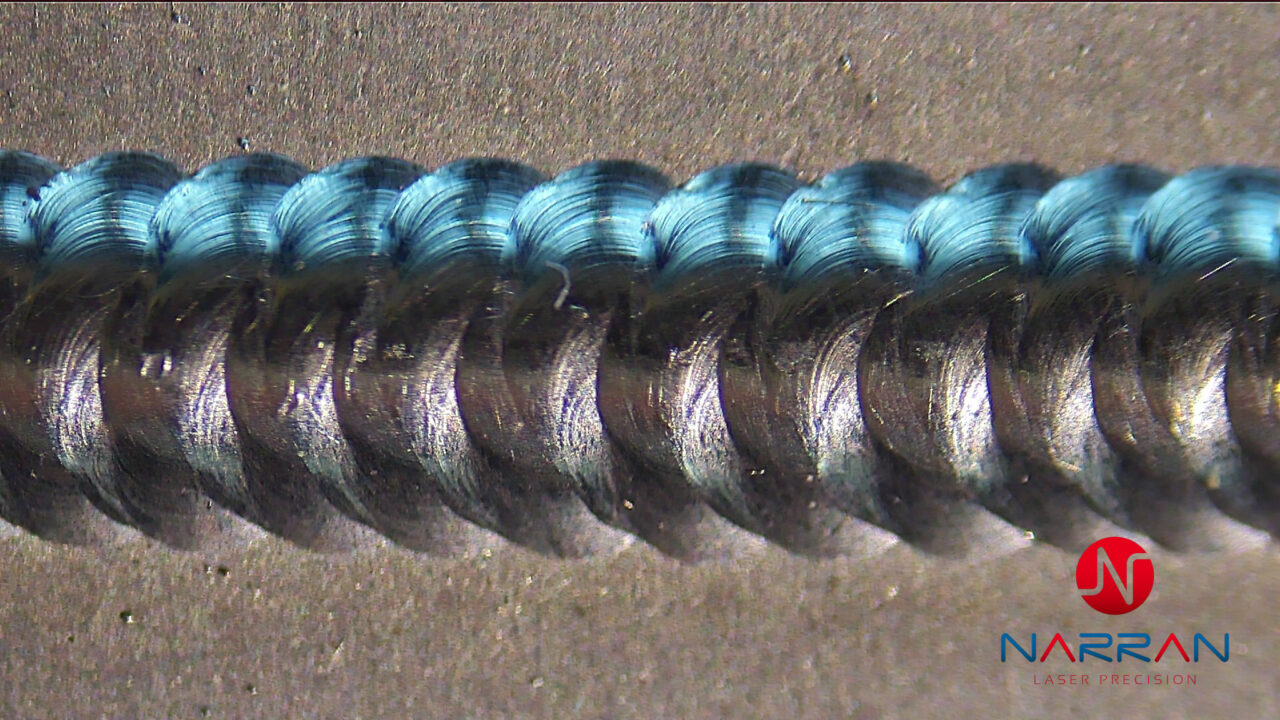
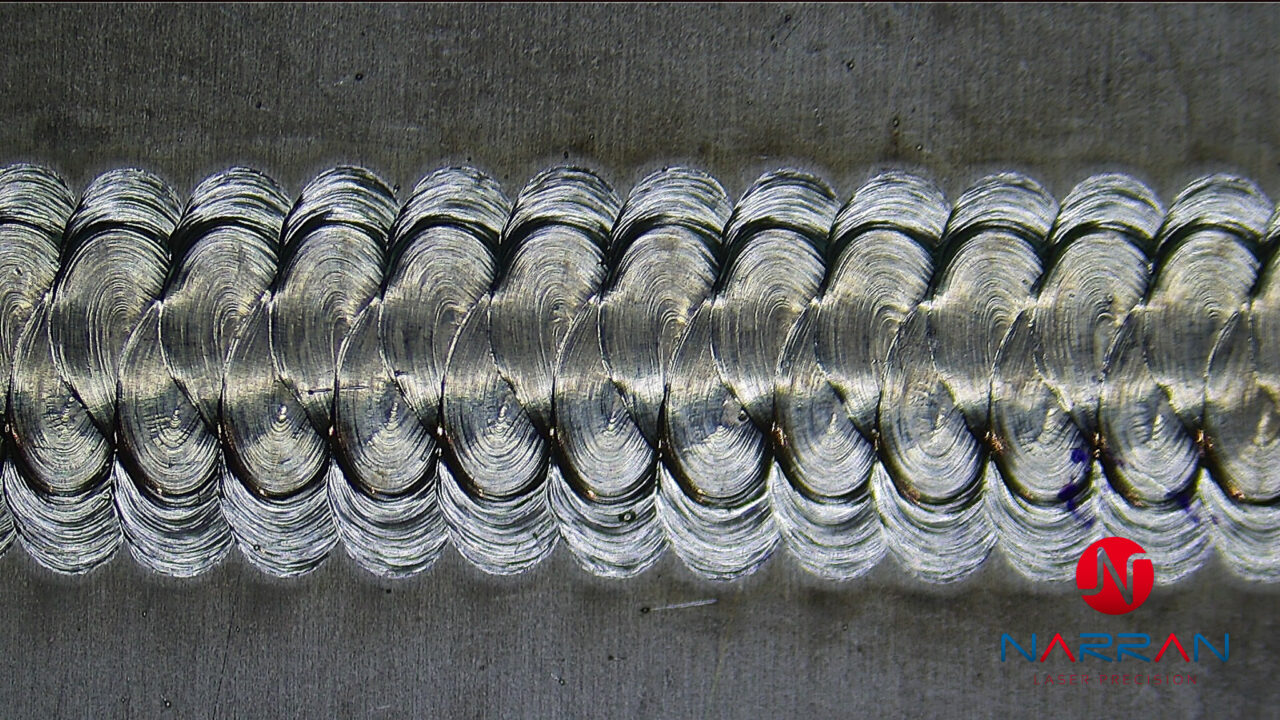
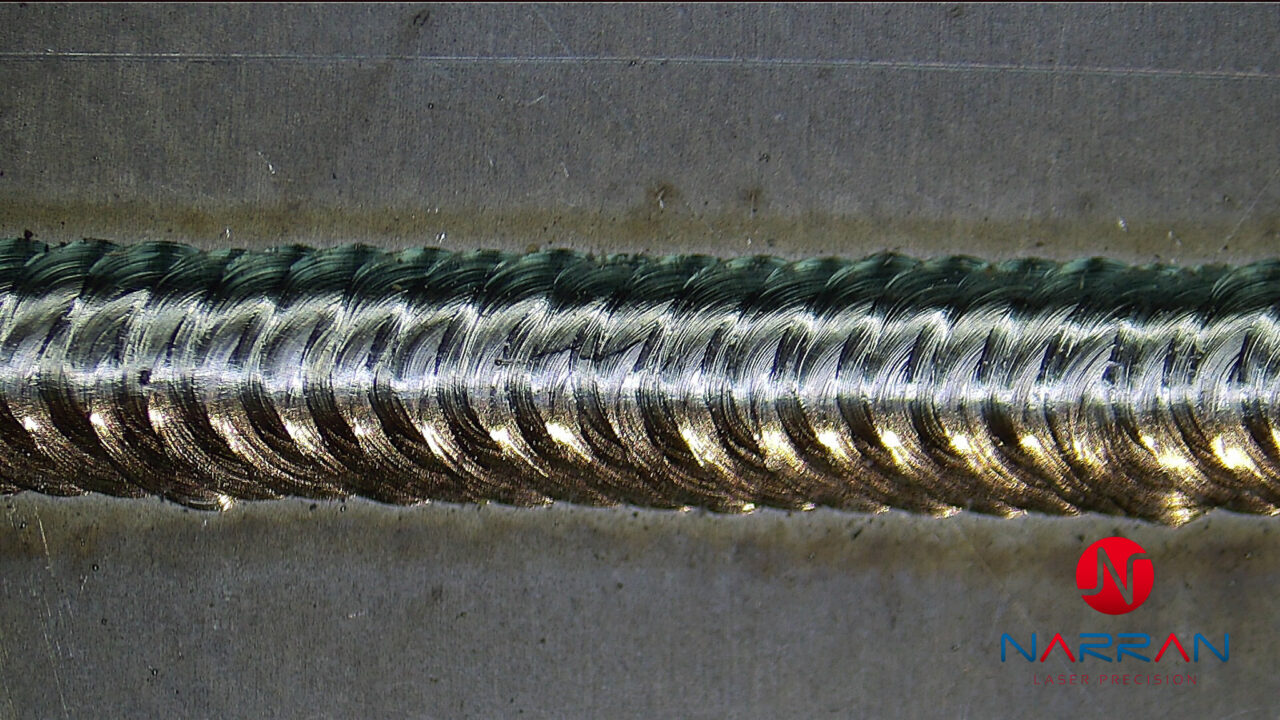
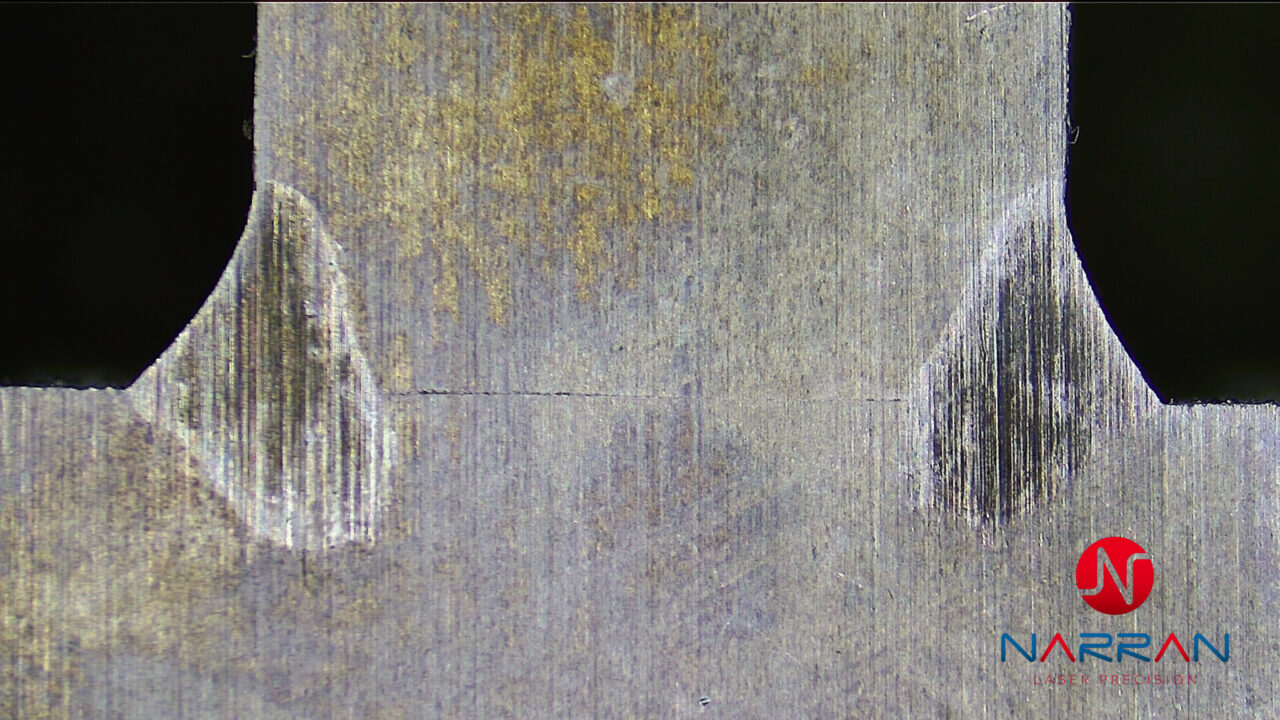
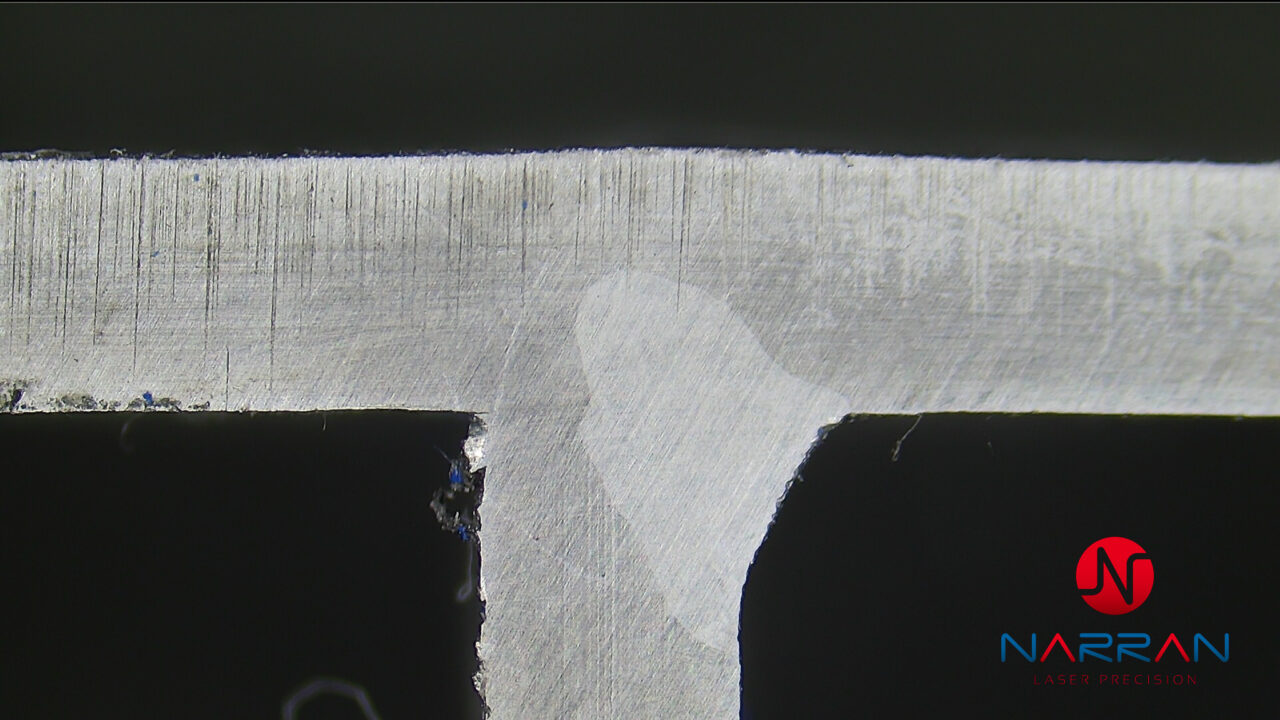
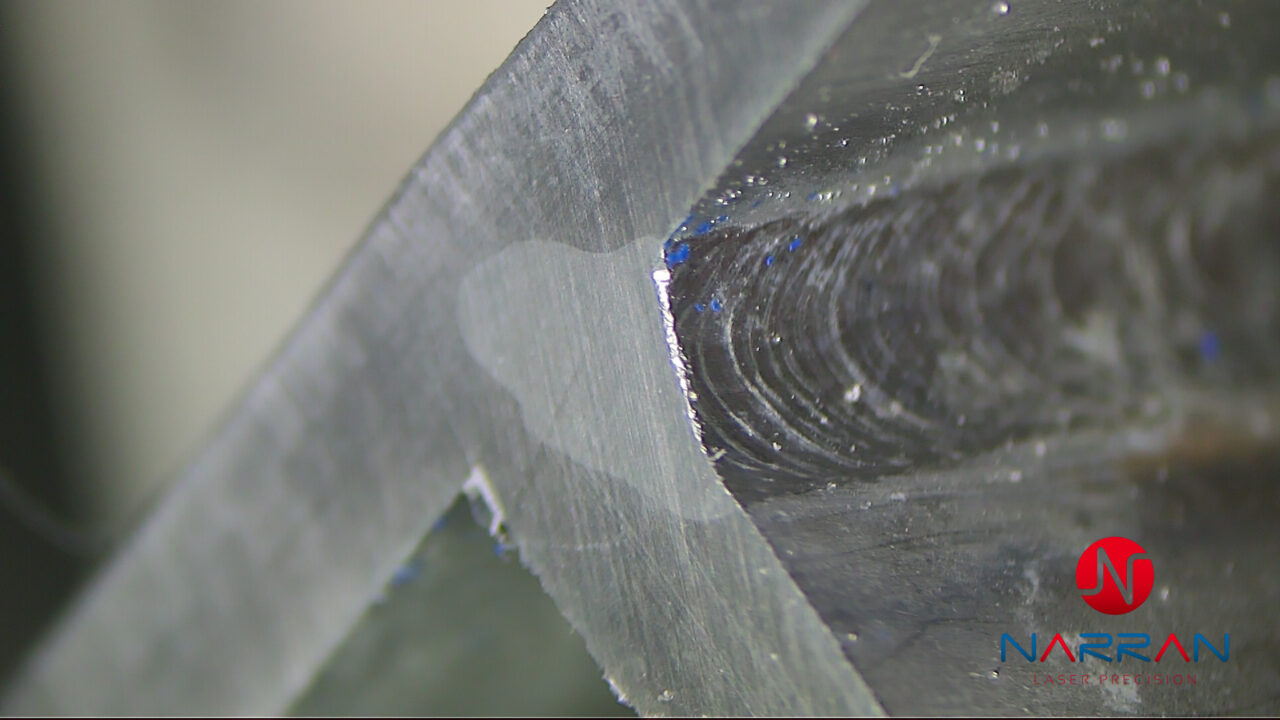
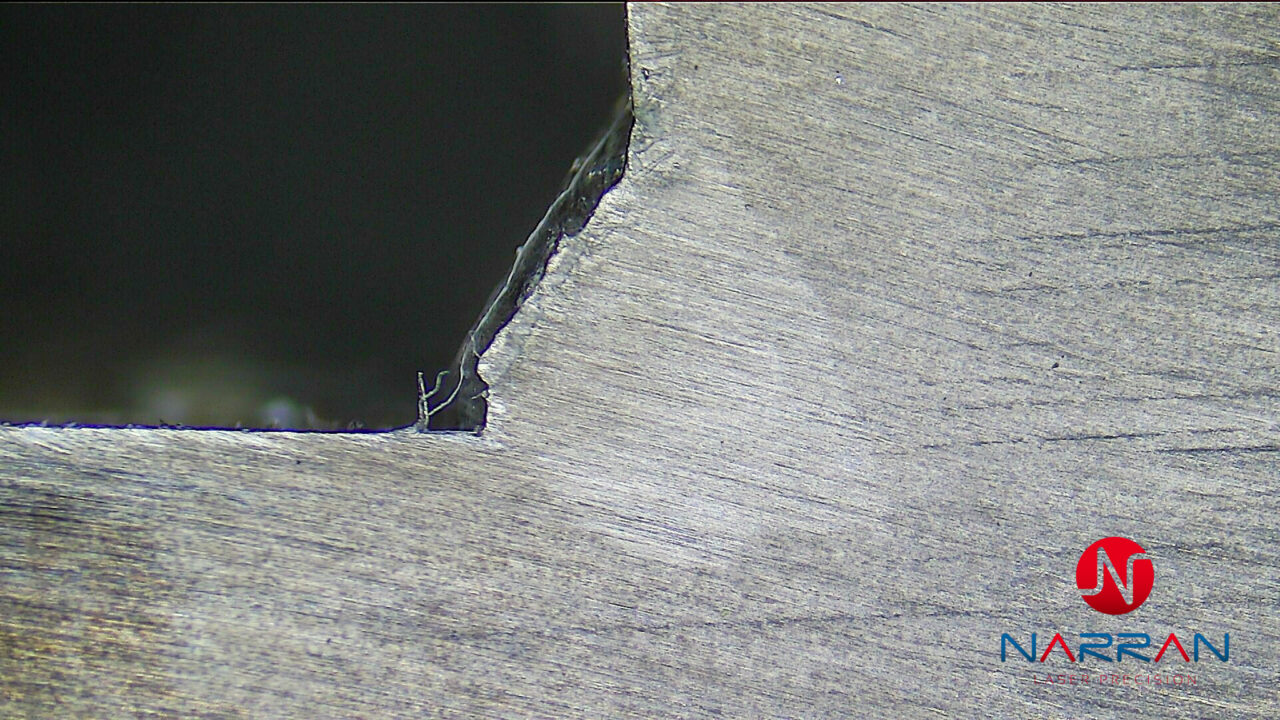
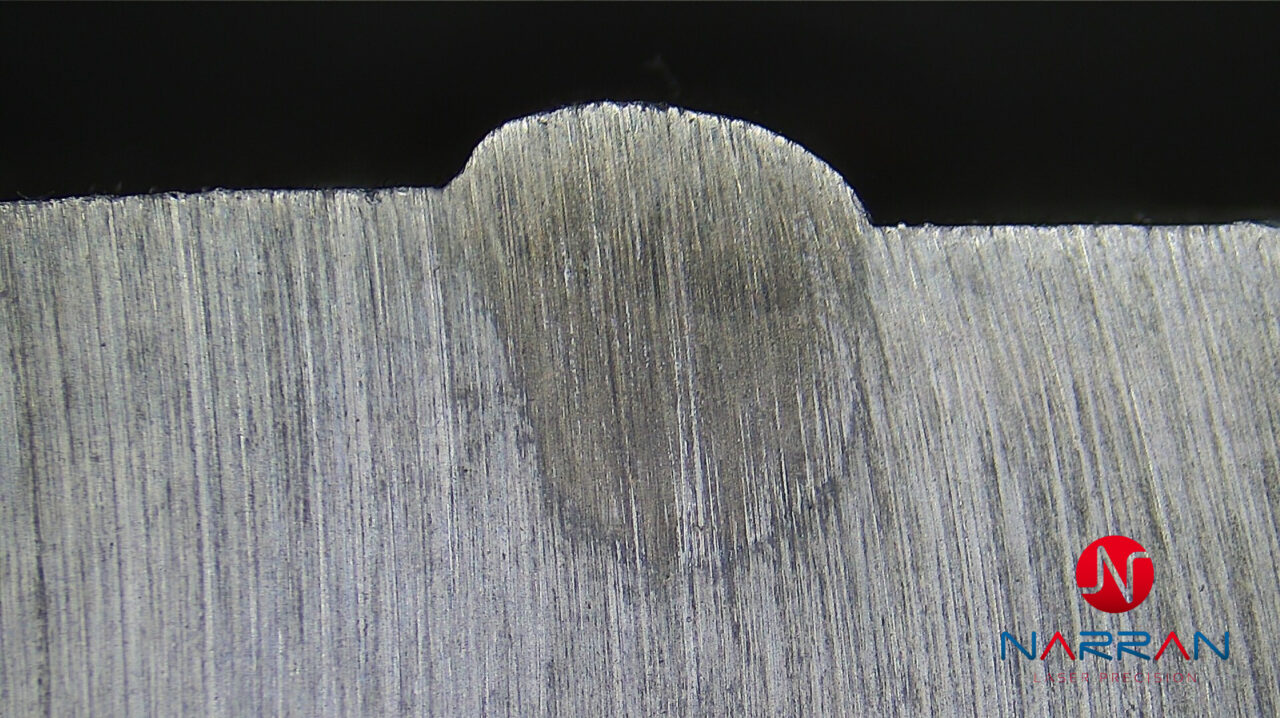
Kvalita a parametry svarů
Laserové svařování umožňuje dosažení vysoce kvalitních svarů s těmito charakteristikami:
- Pevnost svaru: Laserové spoje dosahují velmi vysoké pevnosti, srovnatelné nebo vyšší než základní materiál.
- Hloubka průvaru: Díky vysoké energii laseru lze dosáhnout hlubokého průvaru i u silnostěnných materiálů.
- Nízká deformace: Minimální přenos tepla do okolí snižuje vnitřní pnutí a tím i deformaci svaru.
- Estetická kvalita: Spoje jsou čisté a hladké, často bez nutnosti dalšího broušení nebo leštění.
- Minimalizace příměsí: Díky řízenému procesu se snižuje výskyt pórů a nečistot ve svaru.
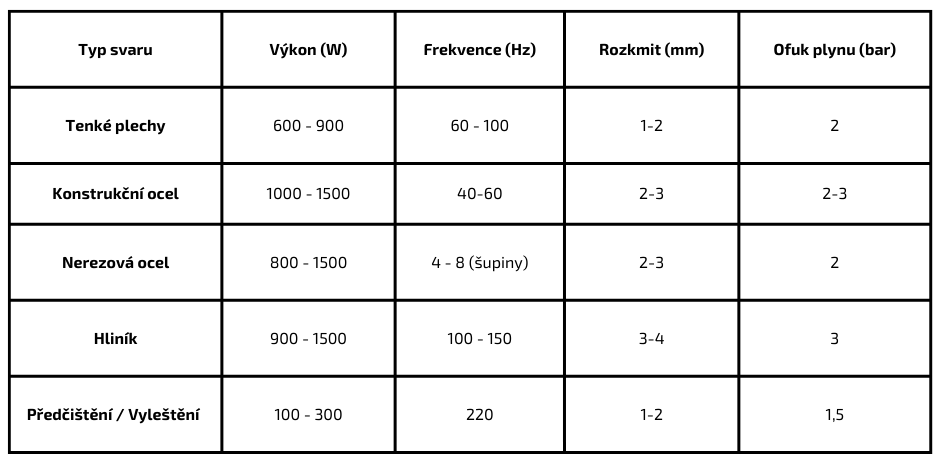
Doporučené hodnoty pro konkrétní aplikace
Závěr
Laserová svářečka THEO MA1-65 představuje moderní a efektivní způsob svařování, který nabízí vysokou přesnost, rychlost a čistotu spojů. Je ideální pro široké spektrum průmyslových odvětví a může výrazně zlepšit kvalitu a efektivitu výroby. Při správném nastavení parametrů, jako je výkon, frekvence, šířka rozkmitu, rychlost přidávání materiálu, sklon paprsku a ofuk plynu, poskytuje tato technologie výjimečné výsledky s minimálními negativními vlivy na materiál.




Související stroje